Tisch- und Formatkreissägemaschinen
![]()
Handhabung und sicheres Arbeiten
- Bau- und Ausrüstung
- Kreissägeblatt
- Spaltkeil, Absaugung
- Rüsten und Einstellen
- Längsschneiden - von Breite schneiden
- Längsschneiden - Besäumen
- Querschneiden - Herstellen kurzer Werkstücke
- Querschneiden - Ablängen schmaler Werkstücke
- Einsetzschneiden
- Verdecktschneiden - Nuten, Fälzen, Absetzen
- Schneiden mit Schablonen
HBG
Holz-
Berufsgenossenschaft
Bau und Ausrüstung
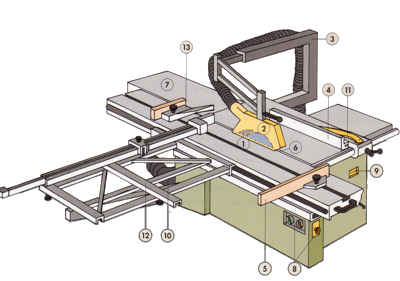
- Spaltkeil
- Schutzhaube mit Absauganschluss
- Schutzhaubenträger
- Parallelanschlag
- kurzer Quer- und Gehrungsanschlag
- Tischeinlage, auswechselbar
- Tischverlängerung
- Stellteile (EIN - AUS, NOT-AUS)
- Drehzahlanzeige
- Absauganschluss unten
- Schiebestock mit Halterung
- Queranschlag
- Besäumniederhalter (Klemmschuh)
Die sicherheitsgerechte Gestaltung von Tisch- und Formatkreissägemaschinen ist stark abhängig vom Herstellungsjahr der Maschine. Die technische Weiterentwicklung in den vergangenen Jahren und die Angleichung im europäischen Raum hat auch zu unterschiedlichen Sicherheitsanforderungen geführt.
Kreissägeblatt
Kreissägeblätter aus hochlegiertem Schnellarbeitsstahl (HSS) dürfen nicht verwendet werden.
Für Material und Arbeitsgang geeignetes Kreissägeblatt verwenden:
Flachzahn für Rohzuschnitt in Faserrichtung

Wechselzahn für Massivholz, in und quer zur Faserrichtung

Wechselzahn für furnierte Platten und Massivholz quer zur Faserrichtung

Hohl-Trapez-Zahn für beschichtete Platten

Schnittgeschwindigkeit nach Material und
Vorschubgeschwindigkeit wählen. Da bei Hölzern je nach
Faserrichtung und Holzart unterschiedliche Schnittdrücke auftreten
können und verschiedene Vorschubgeschwindigkeiten notwendig sind,
soll die Schnittgeschwindigkeit im Bereich von 60 m/s und
80 m/s liegen.

Faustformel für Schnittgeschwindigkeit:
r in cm
n in U/min
v in m/s
v = r* n /1000
Kreissägeblatt wegen möglicher Beschädigung der Schneiden nie direkt auf dem Maschinentisch, sondern immer auf weichen Unterlagen, z. B. Holz, Pappe, ablegen.
Festool Tauchsäge TS 55 REBQ Camp-Set im Systainer 575961 Handkreissäge Aktion

Verharzungen durch Reinigungsbad entfernen (Reinigungszeit nach Gebrauchsanleitung beachten).
Beschädigte Kreissägeblätter, z. B.
mit ausgebrochenen Zähnen, Rissen,
der Benutzung entziehen.
Der Spanwinkel hat Einfluss auf
- Schnittqualität,
- Vorschubkräfte,
- Schnittkräfte.
- Kreissägeblätter mit
großem Spanwinkel bevorzugen
zum Schneiden in Faserrichtung - kleinem Spanwinkel bevorzugen zum Schneiden quer zur Faserrichtung und von Spanplatten.
Beispiele:
v = 80 m/s:
d = 350 mm: n = 4500 bis 5000 U/min
d = 300 mm: n = 5000 bis 6000 U/min
v = 60 m/s:
d = 350 mm: n = 3000 bis 3500 U/min
d = 300 mm: n = 3500 bis 4000 U/min